Trong ngành sản xuất bánh kẹo (Biscuits) có tính cạnh tranh cao, tối ưu hóa năng lực thiết bị và giảm thiểu lãng phí thời gian dừng máy là yếu tố quyết định đến hiệu quả chi phí. Trong tháng 03/2026, nhà máy vận hành nhiều dòng máy và sản xuất nhiều chủng loại sản phẩm khác nhau. Tuy nhiên, các nguồn dữ liệu vận hành hiện tại đang nằm phân mảnh ở nhiều phân hệ: từ nhật ký vận hành chi tiết, định mức thiết kế, cho đến thông tin quy cách đóng gói sản phẩm.
Hệ thống quản lý hiệu suất sản xuất được xây dựng dựa trên sự liên kết giữa 4 bảng dữ liệu cốt lõi:
- Bảng Fact (Dữ liệu vận hành chi tiết): Là bảng ghi nhận lịch sử giao dịch vận hành theo thời gian thực (Granular Transaction Logs).
- StartDateTime / EndDateTime: Mốc thời gian bắt đầu và kết thúc của một trạng thái máy.
- Machine / Product: Tên thiết bị và mã sản phẩm đang được chạy tại thời điểm đó.
- Status: Trạng thái của thiết bị tại khung giờ đó (ví dụ: Running, Planned Downtime, Unplanned Downtime, Setup,…).
- Duration: Thời lượng duy trì trạng thái (tính bằng phút hoặc giờ).
- Output / Good / Reject: Số lượng sản phẩm đầu ra tổng, số lượng đạt chuẩn và số lượng phế phẩm bị loại bỏ trong ca làm việc.
- Bảng Target Speeds (Định mức tốc độ): Lưu trữ thông tin về công suất lý thuyết được thiết lập riêng cho từng cặp Thiết bị – Sản phẩm.
- Machine / Product: Khóa liên kết với bảng Fact để xác định định mức tương ứng.
- TARGET_Biscuits_per_hour: Tốc độ sản xuất tiêu chuẩn (Số lượng bánh quy/giờ) thiết kế cho thiết bị khi chạy dòng sản phẩm tương ứng.
- Bảng Product (Danh mục sản phẩm): Chứa các siêu dữ liệu (Metadata) về đặc tính kỹ thuật và quy cách đóng gói của từng loại sản phẩm.
- Product Name: Tên định danh của sản phẩm (bao gồm 5 dòng sản phẩm chính: Milk Cookies, Jammy Creams, Chocolate cookies, Custard Creams, và Bourbon Creams).
- Biscuits Per Pallet / Biscuits_PER_PALLET: Định lượng số lượng bánh quy trên mỗi pallet thành phẩm.
- Biscuits_PER_PACK: Số lượng bánh quy trong mỗi gói nhỏ.
- Biscuits_PER_CASE: Số lượng bánh quy trong mỗi thùng carton.
- Bảng Machine (Danh mục thiết bị): Lưu trữ thông tin phân loại của hệ thống máy móc trong nhà xưởng.
- Machine Name: Tên định danh của thiết bị/dây chuyền.
- Machine Type: Phân loại nhóm thiết bị theo vai trò trong quy trình công nghệ (bao gồm các loại máy: Filling, Topping, Forming, Mixing, Boxing, Heating, và Packaging).
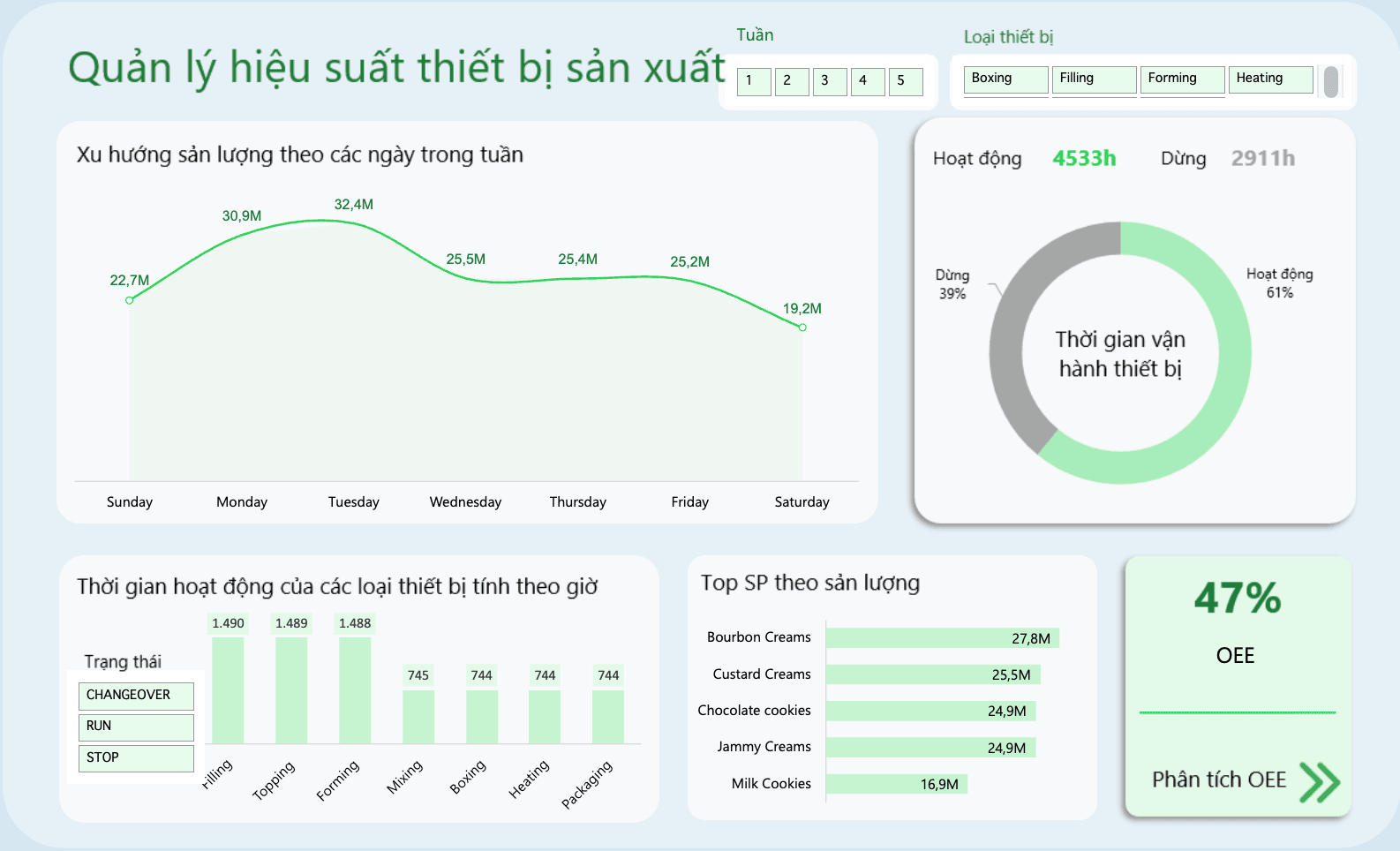
Phân tích hiệu suất tổng thể
Hiệu suất thiết bị tổng thể trong tháng 03/2026 đạt 47%. Đây là mức hiệu suất trung bình thấp, phản ánh dư địa cải tiến quy trình sản xuất và vận hành máy móc còn rất lớn.
- Hiệu suất Khả dụng (Availability – 61%): Đây là điểm nghẽn nghiêm trọng nhất trong chuỗi giá trị. Tổng thời gian khả dụng giám sát là 446,684 phút (xấp xỉ 7,445 giờ). Trong đó, thời gian máy chạy thực tế chỉ đạt 4,533 giờ (61%), trong khi thời gian dừng máy (Downtime) lên tới 2,911 giờ (chiếm đến 39%). Việc thiết bị dừng hoạt động gần 2/5 thời gian kế hoạch đòi hỏi phải bóc tách sâu các nguyên nhân dừng máy (Sự cố kỹ thuật, setup đổi khuôn, thiếu nguyên liệu, …).
- Hiệu suất Vận hành (Performance – 83%): Khá tốt nhưng vẫn còn khoảng cách 17% so với công suất thiết kế lý thuyết. Tổng sản lượng thực tế đạt 181.36 triệu sản phẩm so với mục tiêu định mức là 219.32 triệu sản phẩm. Nguyên nhân có thể do tốc độ máy bị giảm (Speed Loss) hoặc các vi dừng (Minor Stoppages).
- Chất lượng Sản phẩm (Quality – 94%): Là chỉ số đạt kết quả cao nhất. Trong tổng số 181,358,357 sản phẩm đầu ra, có 170,432,344 sản phẩm đạt chuẩn (Good) và 10,926,013 sản phẩm bị lỗi/phế phẩm (Reject). Tỷ lệ hao hụt 6% cần được kiểm soát chặt chẽ ở các công đoạn định hình và nướng.
Xu hướng sản lượng theo các ngày trong tuần
- Giai đoạn cao điểm (Đầu tuần): Thứ Hai và Thứ Ba là hai ngày có hiệu suất sản xuất cao nhất, đạt đỉnh vào Thứ Ba với hơn 32.39 triệu sản phẩm. Đây là thời điểm máy móc hoạt động ổn định nhất sau kỳ bảo dưỡng hoặc khởi động lại.
- Giai đoạn ổn định (Giữa tuần): Từ Thứ Tư đến Thứ Sáu, sản lượng đi ngang và duy trì cực kỳ ổn định quanh mức 25 triệu sản phẩm/ngày.
- Giai đoạn thấp điểm (Cuối tuần): Sản lượng giảm mạnh vào Thứ Bảy xuống chỉ còn 19.25 triệu sản phẩm (thấp nhất tuần) trước khi hồi phục nhẹ vào Chủ Nhật (22.75 triệu). Điều này phản ánh xu hướng sụt giảm năng suất cuối tuần, có thể do kế hoạch giãn ca, thiếu hụt nhân sự hoặc dành thời gian cho bảo trì định kỳ cuối tuần.
Phân bổ thời gian hoạt động theo loại máy
Tổng thời gian giám sát thiết bị (7,445 giờ) được phân bổ chi tiết theo các nhóm máy công nghệ:
- Nhóm máy hoạt động liên tục (Yêu cầu vận hành cao):
- Filling (Máy bơm nhân): 1,490 giờ.
- Topping (Máy phủ bề mặt): 1,489 giờ.
- Forming (Máy định hình bánh): 1,488 giờ.
- Ba nhóm máy này chiếm gần 60% tổng quỹ thời gian theo dõi của toàn nhà máy, là các vị trí then chốt quyết định đến tốc độ của toàn dây chuyền sản xuất.
- Nhóm máy phụ trợ và đóng gói (Vận hành theo ca/mẻ):
- Mixing (Máy trộn bột): 745 giờ.
- Boxing (Máy đóng thùng): 744 giờ.
- Heating (Hệ thống lò nướng): 744 giờ.
- Packaging (Máy đóng gói gói nhỏ): 744 giờ.
- Các máy này có thời gian vận hành tương đương nhau (khoảng 744 – 745 giờ), hoạt động đồng bộ theo nhịp độ của phân xưởng chính.
Cơ cấu sản lượng theo dòng sản phẩm
Đối với các dòng sản phẩm bánh quy được định danh cụ thể (chiếm quy mô 120,057,307 sản phẩm trong hệ thống phân loại sản xuất):
- Bourbon Creams (Bánh quy socola kẹp kem): Dẫn đầu sản lượng với 27.82M (23.2%). Đây là sản phẩm chủ lực, đòi hỏi sự phối hợp nhịp nhàng giữa máy trộn, máy định hình và máy phủ kem.
- Custard Creams (Bánh quy kem sữa trứng): Đạt 25.46M (21.2%).
- Chocolate Cookies & Jammy Creams: Đạt mức sản lượng gần tương đương nhau, lần lượt là 24.95M và 24.92M (mỗi loại chiếm khoảng 20.8%).
- Milk Cookies (Bánh quy sữa): Có sản lượng thấp nhất, đạt 16.91M (14.1%), cho thấy dòng bánh này có thể được sản xuất theo mẻ nhỏ hoặc có nhu cầu thị trường thấp hơn trong tháng này.
Hiệu ứng sụt giảm cuối tuần
Khi bóc tách dữ liệu sản lượng thực tế so với mục tiêu và xu hướng OEE theo ngày, chúng tôi phát hiện một nghịch lý lớn diễn ra vào cuối tuần:
- Sự sụt giảm nghiêm trọng: Chỉ số OEE tụt dốc thê thảm vào Chủ Nhật (37%) và Thứ Bảy (39%) so với mức trung bình ổn định từ Thứ Hai đến Thứ Sáu (50% – 52%).
- Khoảng cách mục tiêu (Target vs. Actual Gap):
- Vào Chủ Nhật: Sản lượng thực tế chỉ đạt 22.75M sản phẩm so với mục tiêu cực kỳ cao là 35.00M sản phẩm (thiếu hụt tới 35.0%).
- Vào Thứ Bảy: Sản lượng thực tế chạm đáy với 19.25M sản phẩm so với mục tiêu 29.30M sản phẩm (thiếu hụt 34.3%).
Mặc dù hệ thống đặt mục tiêu cho ngày Chủ Nhật (35) cao tương đương ngày cao điểm Thứ Hai (34.5), năng lực đáp ứng thực tế của nhà máy lại hoàn toàn đổ vỡ. Điều này chứng tỏ công tác lập kế hoạch sản xuất chưa thực tế hoặc có sự thiếu hụt nghiêm trọng về mặt vận hành vào cuối tuần.
Tình trạng “Changeover” chiếm tỷ trọng lớn
Trong tổng cơ cấu thời gian dừng máy của toàn nhà xưởng (174,686 phút hay 2,911 giờ – tương ứng hao hụt 39% thời gian khả dụng), chúng tôi bóc tách chi tiết hai trạng thái phi sản xuất:
- Thời gian máy dừng thực tế (STOP): Chiếm 20% tổng thời gian giám sát (89,973 phút).
- Thời gian chuyển đổi mã hàng (CHANGEOVER): Chiếm tới 19% tổng thời gian giám sát (84,712 phút).
Thời gian thiết lập máy và đổi khuôn (Changeover) gần như tương đương với tổng thời gian máy dừng do hỏng hóc hay sự cố kỹ thuật (20%). Với 5 dòng sản phẩm chính luân phiên sản xuất trên các hệ thống máy liên tục như Filling, Topping, và Forming, việc mất tới gần 1/5 tổng quỹ thời gian chỉ để setup phản ánh quy trình chuyển đổi mã hàng đang cực kỳ thủ công, thiếu chuẩn hóa và không có sự phối hợp nhịp nhàng giữa các khâu. Đây chính là “kẻ sát nhân thầm lặng” kéo chỉ số Khả dụng (Availability) xuống mức 61%.
Giới hạn năng lực hệ thống
Biểu đồ xu hướng OEE theo ngày chỉ ra rằng ngay cả trong những ngày vận hành tốt nhất trong tuần (từ Thứ Ba đến Thứ Năm), chỉ số OEE của nhà máy cũng chỉ đạt mức kịch trần là 52%.
Điều này khẳng định hiệu suất thấp (47%) không phải do các sự cố mang tính ngẫu nhiên hay nhất thời gây ra, mà đây là một lỗi mang tính hệ thống. Dù chất lượng (94%) và hiệu suất tốc độ (83%) tương đối ổn định, nhưng sự kết hợp giữa tổn thất dừng máy thường trực (20% STOP) và thời gian setup cố định (19% CHANGEOVER) đã tạo ra một cái “trần” vô hình. Nếu không cải tổ triệt để hai tổn thất này, nhà máy sẽ không bao giờ có thể tiệm cận mức OEE tiêu chuẩn thế giới (World Class OEE ge 85%).
Hao hụt chất lượng hệ thống
Bảng thống kê phế phẩm (Total Reject) chi tiết cho 5 dòng sản phẩm chính cho thấy một sự đồng đều đáng kinh ngạc về tỷ lệ lỗi:
- Milk Cookies: Output: 16.91M – Reject: 1,027,326 – Tỷ lệ lỗi: 6.07%
- Jammy Creams: Output: 24.92M – Reject: 1,487,773 – Tỷ lệ lỗi: 5.97%
- Chocolate Cookies: Output: 24.95M – Reject: 1,501,031 – Tỷ lệ lỗi: 6.02%
- Custard Creams: Output: 25.46M – Reject: 1,543,036 – Tỷ lệ lỗi: 6.06%
- Bourbon Creams: Output: 27.82M – Reject: 1,681,089 – Tỷ lệ lỗi: 6.04%
- Bản chất vấn đề: Tỷ lệ phế phẩm của tất cả các dòng sản phẩm đều dao động cực kỳ sát sao quanh mức sát nút 6.0%. Nếu nguyên nhân lỗi chất lượng đến từ công thức bột, tỷ lệ pha trộn hương liệu hay đặc tính riêng của từng loại bánh, chúng ta sẽ thấy sự chênh lệch lớn giữa các dòng sản phẩm (ví dụ dòng bánh kẹp nhân Jammy thường dễ lỗi hơn bánh Milk đơn giản). Việc tỷ lệ lỗi đồng đều 6% trên mọi chủng loại bánh chỉ ra rằng nguyên nhân lỗi mang tính cơ khí/hạ tầng dùng chung, cụ thể là:
- Hệ thống băng tải trung tâm gây va đập, sứt mẻ bánh thành phẩm trước đóng gói.
- Hệ thống lò nướng (Heating – vận hành 744 giờ) kiểm soát phân bổ nhiệt độ không đồng đều trên khay nướng làm cháy/chưa chín bánh đồng loạt.
- Cảm biến cắt của máy đóng gói (Packaging) bị lệch nhịp định kỳ cho mọi loại bao bì.